
We now have a small G-code program that we can call upon to cut holes for self-tapping threaded inserts. We’ll cut them as needed for work fixtures on our CNC work table. However, cutting the hole is only part of the process, we had to install the metal insert as well. In order for the resulting threaded hole to be vertical, the inserts have to be held perpendicular to the work surface as we install them. However, the coarse exterior thread makes it difficult to maintain the orientation, made more challenging by the fact the shallow hex socket allows the insert to rotate around the tip of a ball-end hex wrench making it even harder to hold vertical.
We originally had the hypothesis that, given the geometry of the wooden hole, our metal insert will self-align as we start turning it. This may be true for some types of wood but it didn’t work for our particular sheet of MDF. If the coarse outer self-tapping thread starts biting at a bad angle, the insert did not self adjust in our experience. It just jams partway down the hole ruining the MDF hole in the process.
To solve this problem, we designed a small 3D-printed plastic tool to help maintain vertical alignment for installation.
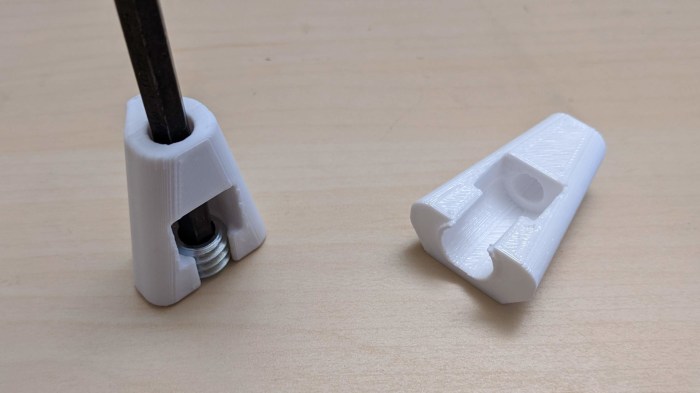
The bottom part of this tool helps keep the insert vertical, and the top part keeps the hex wrench vertical. The bottom is mostly flat for the work table surface. I tried adding a small lip to help with hole alignment, but that turned out to be unnecessary. These metal insert can align itself in the XY plane well enough. And once these inserts are in place, we can bolt down our pieces of scrap MDF using custom gooseneck clamps.
