Once the Maker Select reached “good enough” status it was back to work printing PLA parts for Sawppy in parallel with my Maker Ultimate. This allowed me to iterate through designs much more quickly and was instrumental in getting Sawppy built in time for its first public appearance at JPL’s IT Expo.
A few problems surfaced at this event, but the one that prompted a complete reprint of Sawppy was PLA deformation under Southern California summer heat. This is where the current 3D printer story line rejoins the rover construction story line. With this experience of plastic deformation, I now have motivation to try using a different material. There are a few options, and PETG presented the best tradeoff between temperature tolerance, ease of printing, and cost.
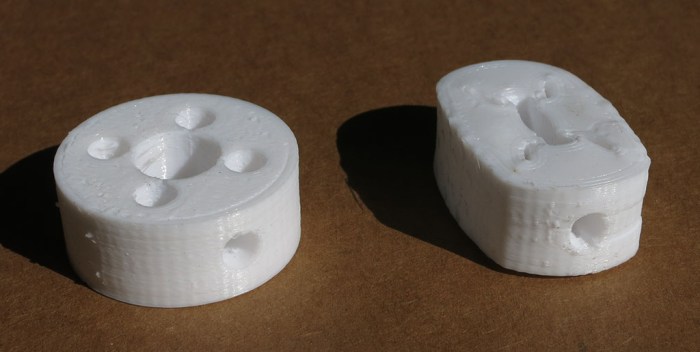
The first object to be reprinted in PETG were the steering servo couplers. This proved to be a weak point that needed to be addressed. The design was printed at 0.1mm layer height so the sideways hole for the M3 thread heat-set insert would have clear definition. (This turned out to be unnecessary – later couplers were printed at 0.3mm layer height and functioned adequately.)
I knew PETG had different requirement for printing, starting with print nozzle temperature. I started with my PLA print profile and dialed up the heat. In order to test layer bond in the print, and also to get a feel of PETG failure mode, I put the result in a vise and cranked the handle. I was happy to see PETG deformed rather than shattered as PLA would. Examination of the deformed object showed layer bonding is good. This is a good start for printing PETG.