Once we made adjustments to Fusion 360 defaults to be friendlier to our scratch built CNC mill, the generated G-code program gave us better results with less tool chatter. There’s still more chatter than we’d like, so we still need to find and fix weak points like our Z-axis rollers, but these CAM parameter changes are enough to let us continue exploring the world of CNC in parallel with our mechanical work.
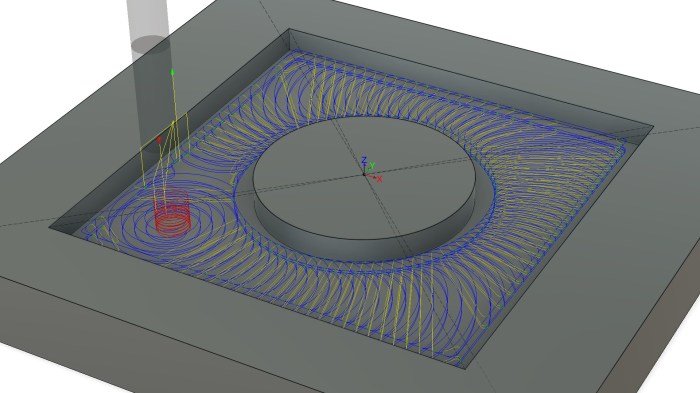
This test program was generated by Fusion 360’s “2D Adaptive Clearing” feature. The tooltip for the feature explained its intent is to minimize abrupt changes in direction, which we think is a good thing for a machine lacking rigidity. What it also means is an impressive looking tool path far more complex than what we would try to write by hand.
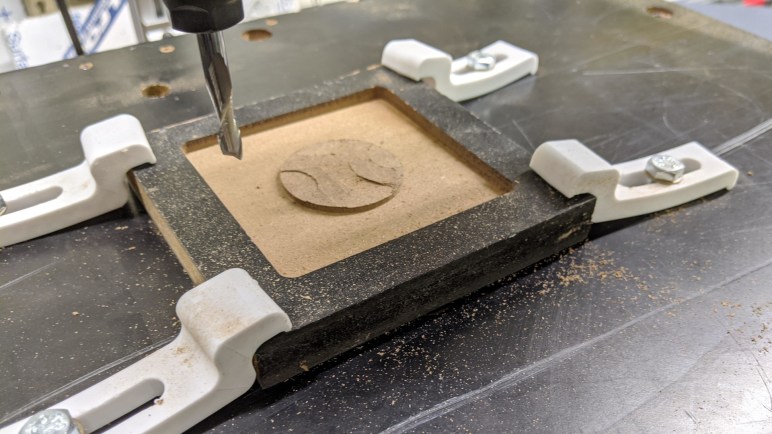
After we ran this program on our scrap MDF test piece (already partially cut from earlier tests) we vacuumed away the debris and saw a very satisfying result. The rough edges from tool chatter have all but disappeared. With that dominant artifact removed, it leaves us with minor imperfections that we can work on.
The first question is: are we losing steps in the motor control? That might cause some of the imperfections here. We had problems with missed steps when we first introduced the motor spindle, so now it is the first thing we check. And the easiest test to run is to run the same program again. In an ideal case, the machine would perfectly duplicate its motion and no new material would be removed. If we had lost steps, the controller’s internal coordinate position and the actual tool position would be offset by some amount, causing us to cut the same shape in a slightly different place.
The actual result was somewhere in between. As shown in the picture, we did get a light dusting of powdered MDF from places where the cutter removed a tiny bit of material. It was not consistent enough in any particular direction for us to think steps were lost, which is good news. We are free to continue our CNC exploration and find entirely new problems.
