The decision to explore CNC engraving was so we can learn machine tool operation while sidestepping the weaknesses currently present in our project CNC machine. Projects staying within a single Z depth will suffer minimally from the Z-axis wobble imparted by our bent Z-axis ballscrew. But engraving also helps reduce impact from the lack of rigidity due to differences in our cutting tools.
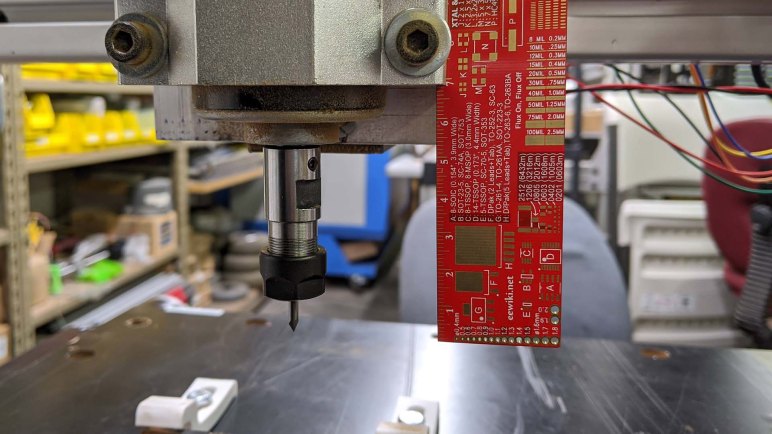
Here’s the 1/4″ diameter endmill as it was installed in our CNC spindle. In the pursuit of rigidity I wanted the largest diameter that we can put in a ER11 collet not realizing the large diameter also meant longer length. I bought this one solely because it could be available quickly but a more detailed search found no shorter cutters. The end of this particular cutting tool extends roughly 80mm beyond the spindle motor bearing.
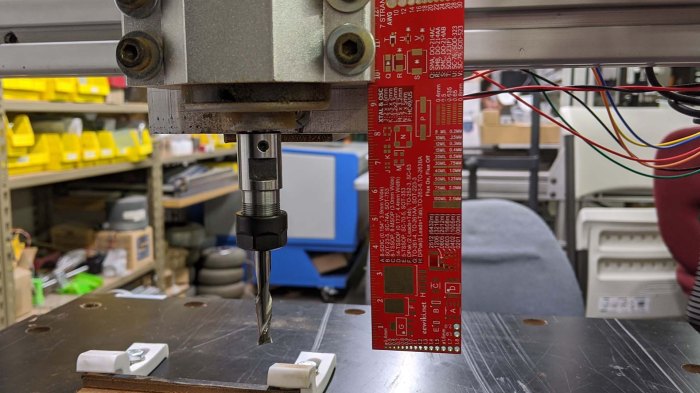
In comparison, the engraving tool had a 1/8″ diameter. Judging just by diameter, the 1/8″ diameter tool would be weaker. But that overlooks the fact it is also shorter, resulting in its tip extending only about 55mm beyond the spindle motor bearing. So not only is the engraving bit removing less material and placing less stress on the spindle as a result, it also has a 30% shorter leverage arm to twist the Z-axis assembly about.
Now I understand why such simple inexpensive mills and small diameter tools are a common part of modest desktop CNC mills. (*) The load imparted by such a Z-axis assembly is very modest, making it possible to have machines that are barely any more rigid than a 3D printer. (And in some cases, not even as rigid.) While our Parker XY table is far more capable than the XY stage in these machines, our Z-axis isn’t much better (yet) so we’ll stay in a similar arena low lateral load and material removal.
(*) Disclosure: As an Amazon Associate I earn from qualifying purchases.
