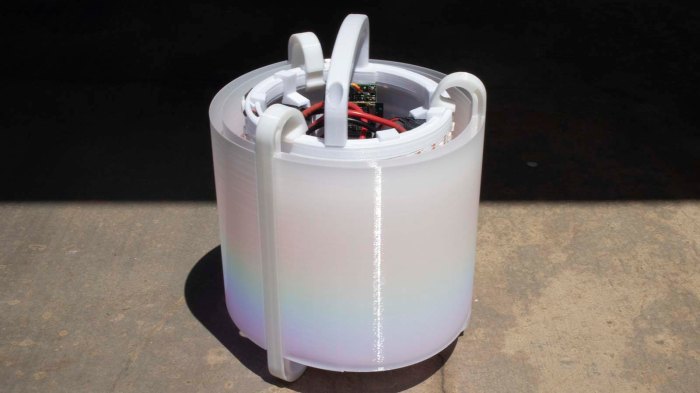
My Pixelblaze (and its sensor board) demonstration project Glow Flow is now complete. Well, maybe not “complete” but I’ve decided to stop here instead of exploring other ideas to continue evolving project. For now I’ll keep Glow Flow as-is, but before I shift attention to other projects, I should finish documenting this one before I forget everything.
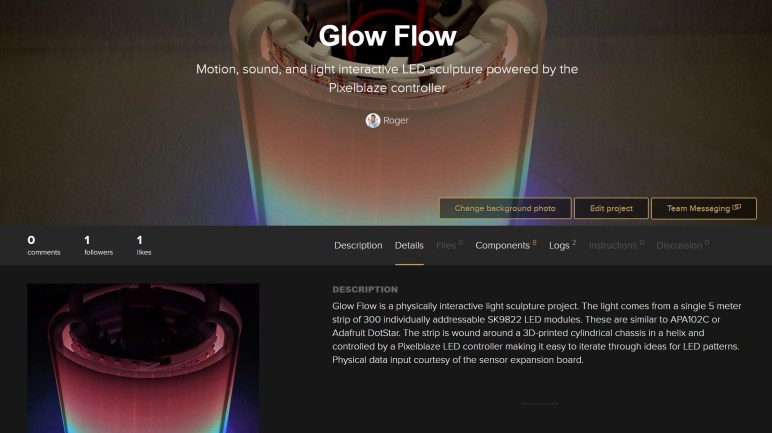
First thing to do is to create a Hackaday.io project page, with links to all the other resources. Then I gathered all the video I’ve shot through the project and edited them all together into a YouTube video. (Embedded below.) I personally prefer to read about projects, but I acknowledge that some prefer video and I want them to enjoy Glow Flow as well.
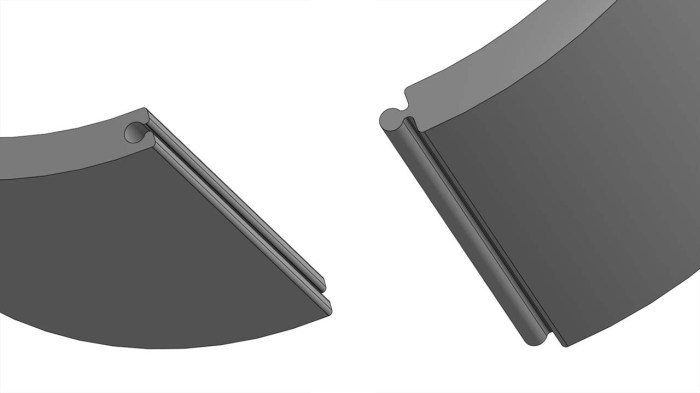
The Github repository where I had been tracking my Pixelblaze pattern code revisions also got an updated README.md. So anyone who encounters the project on Github will have links to all the other resources I’ve put online. And like every other file I’ve created on the free tier of Onshape, Glow Flow CAD data is publicly available too.
As an experiment I put Glow Flow on Hackster.io as well. It’s not terribly different from a Hackaday.io project page, with one notable exception: I’m expected to upload a schematic for a project before publishing it. This meant I had to fire up KiCad and re-learn its schematic editor to create a rudimentary schematic detailing how Glow Flow electronics components are connected. I didn’t think it was a very sophisticated circuit, but my judgement is not to be trusted as everything is still fresh in my mind. Chances are good I’ll forget details in the future and appreciate the schematic is available. I’ve also uploaded the schematic to the Github repo so it is saved in at least two different places.
This should be enough information for someone (including future me) to understand and build another Glow Flow if they so desire.